想要更直观地了解镀锌管,焊管厂家直营产品吗??产品视频,带你走进产品世界
以下是:连云港赣榆镀锌管,焊管厂家直营的图文介绍

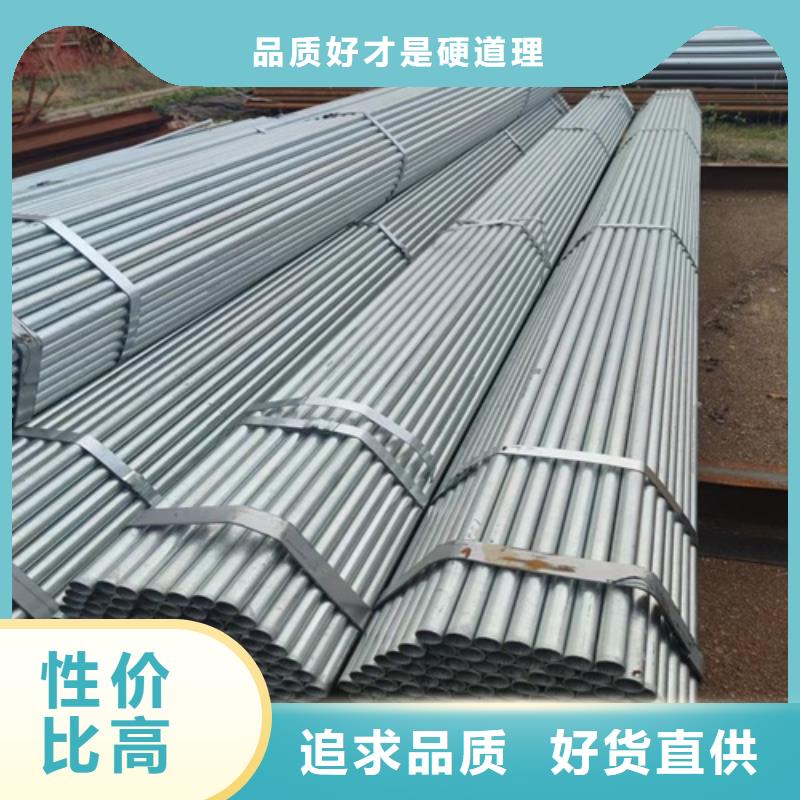
合格连云港赣榆镀锌管的镀锌层需得达到以下检测效果 1. 镀锌层的均匀性 钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色). 2. 表面质量 连云港赣榆镀锌钢管的表面应有完整的镀锌层,不得有未镀上的黑斑和起泡存在,允许有不大的粗糙面和局部锌瘤存在。 3. 镀锌层重量 镀锌层的重量按照一般的需求情况,其可作锌层重量测定,所以镀锌层的平均值应该不小于500g每平方米,其中任何一种试样情况都不得小于480g每平方米。


连云港赣榆镀锌管符合标准及达标技术要求 1、牌号和化学成分 连云港赣榆镀锌钢管用钢的牌号和化学成分应符合GB 3092所规定的黑管用钢的牌号和化学成分。 2、制造方法 黑管的制造方法由制造厂选择。镀锌采用热浸镀锌法。 3、螺纹及管接头 3.1 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。 3.2 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。 4、力学性能钢管镀锌前的力学性能应符合GB 3092的规定。 5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红。 6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。



镀锌管的优点 1、处理费用低:热浸镀锌防锈的费用要比其他漆料涂层的费用低; 2、持久耐用:热镀锌钢管具有表面光泽,锌层均匀,无漏镀,无滴溜,附着力强破净军团,抗腐蚀能力强的特性,在郊区环境下大幅上扬,标准的热镀锌防锈厚度可保持50年以上而不必修补;在市区或近海区域,标准的热镀锌防锈层则可保持20年而不必修补; 3、可靠性好:镀锌层与钢材间是冶金结合好消息,成为钢表面的一部份镀锌钢管,因此镀层的持久性较为可靠; 4、镀层的韧性强:镀锌层形成一种特别的冶金结构,这种结构能承受在运送及使用时受到机械损伤; 5、性保护:镀件的每一部分都能镀上锌,即使在凹陷处、尖角及隐藏处都能受到保护; 6、省时省力:镀锌过程要比其他的涂层施工法更快捷,并且可避免安装后在工地上涂刷所需的时间。



鹏鑫钢铁(连云港市赣榆区分公司) 无缝钢管产品注重质量,价格,服务,试营销公司活动政策(运费减半政策,互利互惠政策,资源共享政策,会员系统政策,资金流动政策,等精彩活动)吸引不少同行与行外的人称赞。欢迎前来鹏鑫钢铁(连云港市赣榆区分公司)。期待您的来临。


镀锌管连接方式:螺纹,焊接 其一、滚槽方式连接 (一)滚槽焊缝开裂: 1.将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。 2.调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。湘潭大棚管,湖南大棚管 3.调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。 (二)滚槽钢管断裂: 1.将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。镀锌管,湖南大棚管 2.调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。 3.调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。 4.检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。 5.用游标卡尺检查钢管的沟槽是否规定。 (三)滚槽机滚压成型的沟槽应符合下列要求: 1.管端至沟槽段的表面应平整无凹凸、无滚痕。 2.沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。 3.在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。 其二、焊接式连接 1.镀锌钢管管口对接后不在一条直线和钢管存在斜口的问题,建议将钢管管头截掉一小段儿后再进行加工。 2.镀锌钢管管口对接后出现两支管口对接不严现象,导致焊口薄厚不均匀;以及钢管由于本身原因或运输磕碰,造成管口椭圆,建议将钢管管头截掉一小段儿后再进行加工。 3.镀锌钢管管口对接后,管口部位出现砂眼: 4.焊接时由于技术原因造成。 5.管口存在锌瘤,造成焊接困难和砂眼问题,对锌瘤过大、过多管进行简单的锌瘤去除处理。








 扫一扫
扫一扫